石家庄九铭金属制品有限公司为您免费提供邯郸激光切割,邯郸激光加工,邯郸钣金加工等相关信息发布和资讯展示,敬请关注!

让激光加工饭金不犯愁
多年专注于钣金加工一站式服务
服务热线13603118838
服务热线13603118838
首页 > 公司动态 > 邯郸激光切割加工的原理是什么?

石家庄九铭金属制品有限公司为您免费提供邯郸激光切割,邯郸激光加工,邯郸钣金加工等相关信息发布和资讯展示,敬请关注!
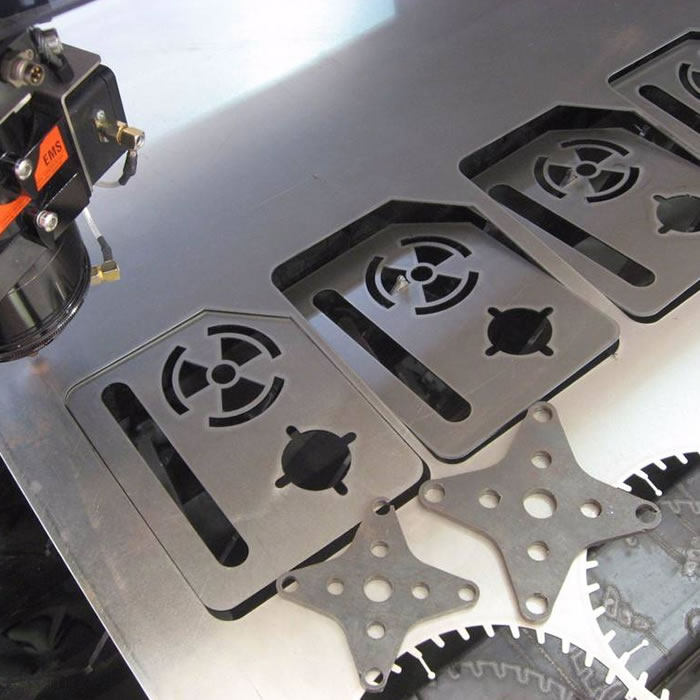
邯郸激光切割加工是利用高功率密度的激光束扫描过材料表面,在极短时间内将材料加热到几千至上万摄氏度,使材料熔化或气化,再用高压气体将熔化或气化物质从切缝中吹走,达到切割材料的目的。邯郸激光切割,由于是用不可见的光束代替了传统的机械刀,激光刀头的机械部分与工作无接触,在工作中不会对工作表面造成划伤;邯郸激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没有机械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时。
激光切割加工主要是CO2激光切割,CO2激光切割是用聚焦镜将CO2激光束聚焦在材料表面使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹作相对运动,从而形成一定形状的切缝。CO2激光切割技术比其他方法的明显优点是:(1)切割质量好。切口宽度窄(一般为0.1- -0.5mm)、精度高(一般孔中心距误差0.1-0.4mm,轮廓尺寸误差0.1-0.5mm)、切口表面粗糙度好(一般Ra为12.5-25μm),切缝一般不需要再加工即可焊接。(2)切割速度快。例如采用2KW激光功率,8mm厚的碳钢切割速度为1.6m/min;2mm厚的不锈钢切割速度为 3.5m/min,热影响区小,变形极小。(3)清洁、安全、无污染。大大改善了操作人员的工作环境。当然就精度和切口表面粗糙度而言,CO2激光切割不可能超过电加工;就切割厚度而言难以达到火焰和等离子切割的水平。
CO2激光切割的几项关键技术:一是焦点位置控制技术。聚焦透镜焦深越小,焦点光斑直径就越小,因此控制焦点相对于被切材料表面的位置十分重要。二是切割穿孔技术。任何一种热切割技术,除少数情况可以从板边缘开始外,一般都必须在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。三是嘴设计及气流控制技术。激光切割钢材时,氧气和聚焦的激光束是通过喷嘴射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出。
激光切割工艺多种多样,其中熔化切割是使入射的激光束功率密度超过某一值,从而使光束照射点处材料内部开始蒸发,形成孔洞;汽化切割是使用高功率密度的激光束加热,避免热传导造成的熔化,于是部分材料汽化成蒸汽消失;氧化熔化切割是材料在激光束的照射下被点燃,与氧气发生激烈的化学反应而产生另一热源;对于容易受热破坏的脆性材料,通过激光束加热进行高速、可控的切断,引起该区域大的热梯度和严重的机械变形,导致材料形成裂缝,称之为控制断裂切割。
九铭金属创造的不是产品而是信任。
邯郸激光切割哪家好?邯郸激光加工报价是多少?邯郸钣金加工质量怎么样?石家庄九铭金属制品有限公司专业承接邯郸激光切割,邯郸激光加工,邯郸钣金加工,邯郸金属激光切割,邯郸金属激光加工,,电话:13603118838